














 169 / 420
169 / 420

169
www.rgntools.nl w .rgnto lnegatief scherende snede geeft het beste resultaat bij de
bewerking van beplakte plaatmaterialen.
Spaanhoek.
De spaanhoek is de hoek die het snijvlak
maakt richting het midden van de frees. De hoek bepaalt
hoe het snijvlak het te bewerken materiaal raakt. Het doel is
een schone, zuivere snede te maken zonder splinteren en te
zorgen voor een goede afvoer van het afval.
Vrijloop.
De vrijloop is de ruimte tussen de snijkant en het
freeslichaam (achter de snijkant). De snijdiameter is groter
dan de bodydiameter, zodat het freeslichaam het te bewer-
ken materiaal niet raakt. Via de vrijloop wordt het afval afge-
voerd en wordt “branden” van de frees voorkomen.
HET PRODUCTIEPROCES
Nieuwe orders worden geheel elektronisch van de verkoop
afdeling doorgesluisd naar de productie-afdelingen.
Achtereenvolgend worden verschillende productiestadia
doorlopen: draaien, frezen, solderen, profileren en tenslotte
scherpslijpen.
Draaien en frezen.
Alle CMT-frezen worden gedraaid uit mas-
sieve staven staal. Het draaien geschiedt op de modernste
Zwitserse en Japanse CNC-draaibanken, die bijvoorbeeld
ook gebruikt worden bij de productie van Seiko horloges en
Toyota auto’s. Tijdens het draaien worden de kogellagerzit-
ting, het freeslichaam en de kolf gemaakt. De centergaten in
de lagerzitting en onderin de kolf worden tijdens het gehele
verdere productieproces benut, zodat een perfect uitgeba-
lanceerd stuk gereedschap ontstaat.
Na het draaien worden de spaanruimtes en de zittingen voor
de hardmetalen messen in het freeslichaam aangebracht
door automatische CNC-frezen.
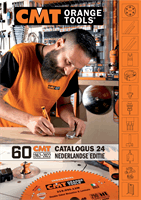
Lassen en solderen.
Tijdens het solderen worden het frees-
lichaam en het hardmetalen mes verhit tot 680°C. CMT
maakt gebruik van zowel het solderen met open vlam als
de inductiemethode. Na beide soldeermethodes verdwijnen
de halffabricaten in een oven waar de frees van interne
spanning wordt ontdaan door het gelijkmatig verlagen van
de temperatuur.
Deze extra stap in het productieproces beschermt de las, de
samenstelling van het hardmetaal en daarmee de veiligheid
van de eindgebruiker.
PTFE coating.
CMT-frezen onderscheiden zich door de oranje
PTFE anti-aankoeklaag, zoals die ook wordt aangebracht op
pannen en wokken. Hars en stof krijgen zo geen kans zich te
hechten aan frees of boor.
Doordat de PTFE-coating onder hoge temperaturen op de
gereedschappen gebakken wordt, ontstaat een keiharde
beschermlaag.
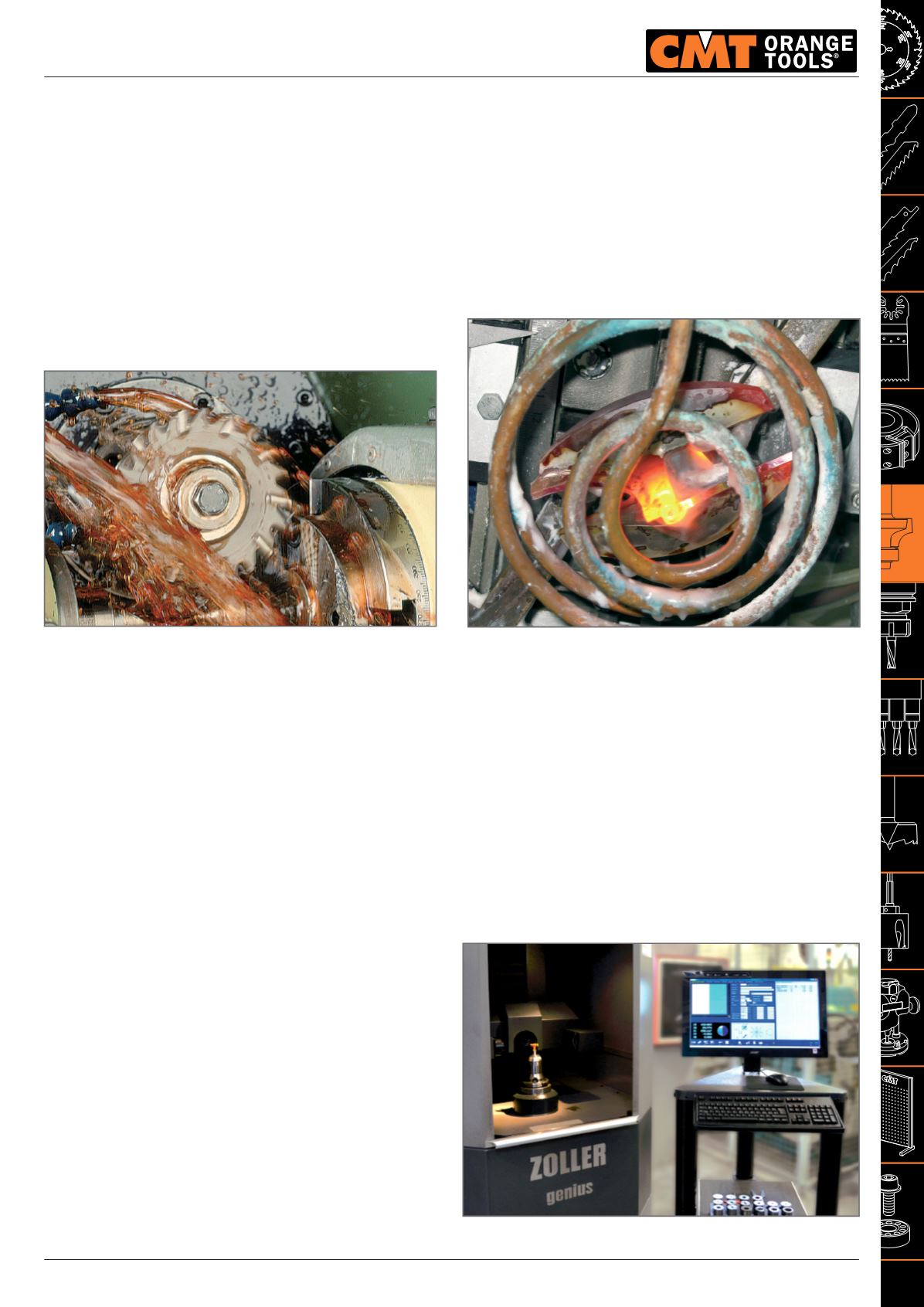
Slijpen en scherpen.
Met behulp van diamantslijpschijven
op CNC-slijpmachines worden de kogellagerzitting, de mes-
sen en de kolf uitgebalanceerd en perfect geslepen. De kolf
klemt dankzij de finish van 0.8μ/mm perfect in de spantan-
gen van houtbewerkingsmachines.
De hardmetalen snijkanten worden vervolgens op 8-assige
CNC-slijpmachines gescherpt tot 0.4μ/mm micrograin finish.
De kogellagerzitting wordt met een nauwkeurigheid van
0.8μ/mm geslepen, voor een trillingvrije geleiding. Ten slotte
worden het CMT-logo en het artikelnummer met behulp van
een laser op elke kolf gegraveerd, zodat de gereedschappen
gemakkelijk te identificeren en na te bestellen zijn.
Het volautomatische balanceer- en meetsysteem van CMT
Solderen duurt maar een paar seconden bij 680° C.
CMT Orange Tools