














 262 / 420
262 / 420

262
www.rgntools.nlWelke instellingen zijn het best voor frezen?
C
•
Machines
– Nieuwe machines hebben minder speling dan oudere machines.
Slijtage of speling op de lagers veroorzaakt vaak trilling en vibratie van het snij
gereedschap. Deze vibratie zorgt voor een minder goede afwerking van uw
werkstuk. Het verlagen van het toerental en de doorvoersnelheid is dan niet
de juiste oplossing. Hierdoor zou de standtijd van het gereedschap nog verder
verslechteren.
•
Overige factoren
– De freesprestaties en de kwaliteit van de afwerking zijn
ook afhankelijk van de zuiverheid van de spantanghouder en spantang. Ook
de kwaliteit van het slijpwerk, de terugslagbeveiliging, de stofafzuiging en zelfs
de relatieve luchtvochtigheid in de werkplaats beïnvloeden de freesprestaties.
•
Welke frezen zijn het meest geschikt?
Over het algemeen geldt: hoe groter
de diameter en het aantal snijkanten, hoe beter de prestaties van de frees. Een
grotere diameter zorgt voor een hogere snijsnelheid en gereedschappen met
een grotere diameter hebben meer spaanruimte.
•
Freesdiepte
– Bij het frezen van grote groeven of sponningen is het verstandig
de aanvoersnelheid te verlagen. Bij het frezen van kleine groeven en sponnin
gen is het belangrijk voor de standtijd van het gereedschap om de aanvoer
snelheid te verhogen. Let er wel op dat het gereedschap de tijd heeft om de
spanen effectief af te kunnen voeren. Controleer de afzuiging.
•
Rotatiesnelheid
– Door het toerental van de machine te verhogen, wordt het
eindresultaat gladder. Maar de wrijving en snijdruk nemen toe, en deze snij
druk heeft juist een nadelig effect op de standtijd van de frees. Daarom raden
wij aan juist een lager toerental aan te houden, zolang de beoogde kwaliteit
behaald wordt.
Deze antwoorden helpen u op weg.
•
Relatief ruw frezen versus een gladde afwerking
– Is kwaliteit of kwantiteit
belangrijker? Langzame voeding zorgt voor een mooi glad eindresultaat, maar
kan voor meer slijtage aan het gereedschap zorgen. Daarom raden wij aan de
aanvoersnelheid zo hoog te houden als binnen de kwaliteitseisen mogelijk is.
•
Te bewerken materialen
– Hout is een natuurlijk materiaal met vezels die
flexibel en elastisch zijn in de lengterichting (dankzij cellulose) en stijf in de
breedte (door lignine), met elkaar verbonden door hemicellulose. Het is een
anisotroop materiaal, dat wil zeggen, met eigenschappen die verschillen af
hankelijk van de vezelrichting. Daarnaast zijn er grote verschillen in de struc
tuur van verschillende houtsoorten: dezelfde freesparameters toepassen op
verschillende houtsoorten, levert zeer verschillende resultaten op.
Dit zijn een aantal voorbeelden van factoren die van invloed zijn op de kwaliteit.
Omdat we kwaliteit belangrijk vinden bij CMT, raden we aan bij elk werkstuk de
juiste machine-instellingen, gereedschappen en parameters te gebruiken.
De link tussen theorie en praktijk
De beste manier om de optimale voeding of het beste toerental te berekenen, is
door simpelweg de dikte te controleren van de spanen die de frees maakt van het
te frezen materiaal. Te dikke spanen breken los van het werkstuk en zorgen voor
een ruwere afwerking. Aan de andere kant zijn te dunne spanen een indicatie dat
er teveel wrijving is tussen frees en werkstuk, met een kortere standtijd tot gevolg.
Het bepalen van de optimale spaandikte is een voortdurend proces. Een belang
rijk hulpmiddel zijn de onderstaande formules. Het combineren van uw praktijk
ervaring met de theoretische formules garandeert een succesvolle productie in
de toekomst.
voorbeeld
:
Een goede gemiddelde dikte van de spanen is 0,15 à 0,2mm,
het aantal snijkanten van de frees is 2 en het toerental is
18.000 o.p.m.:
(18000 x 2 x 0,15) / 1000 = 5,4 meter per minuut, of
(18000 x 2 x 0,2) / 1000 = 7,2 meter per minuut.
Houd in dit geval dus een aanvoersnelheid aan van tussen
5,4 en 7,2 meter per minuut.
parameters
:
V
= voeding (doorvoersnelheid) in meters per minuut
Z
= aantal snijkanten
C
= spaandikte in millimeters
OPM
= toerental in omwentelingen per minuut
formules
:
V
= (OPM x Z x C) / 1000
OPM
= (V x 1000) / (Z x C)
ROTATIE- EN DOORVOERSNELHEID BEREKENEN
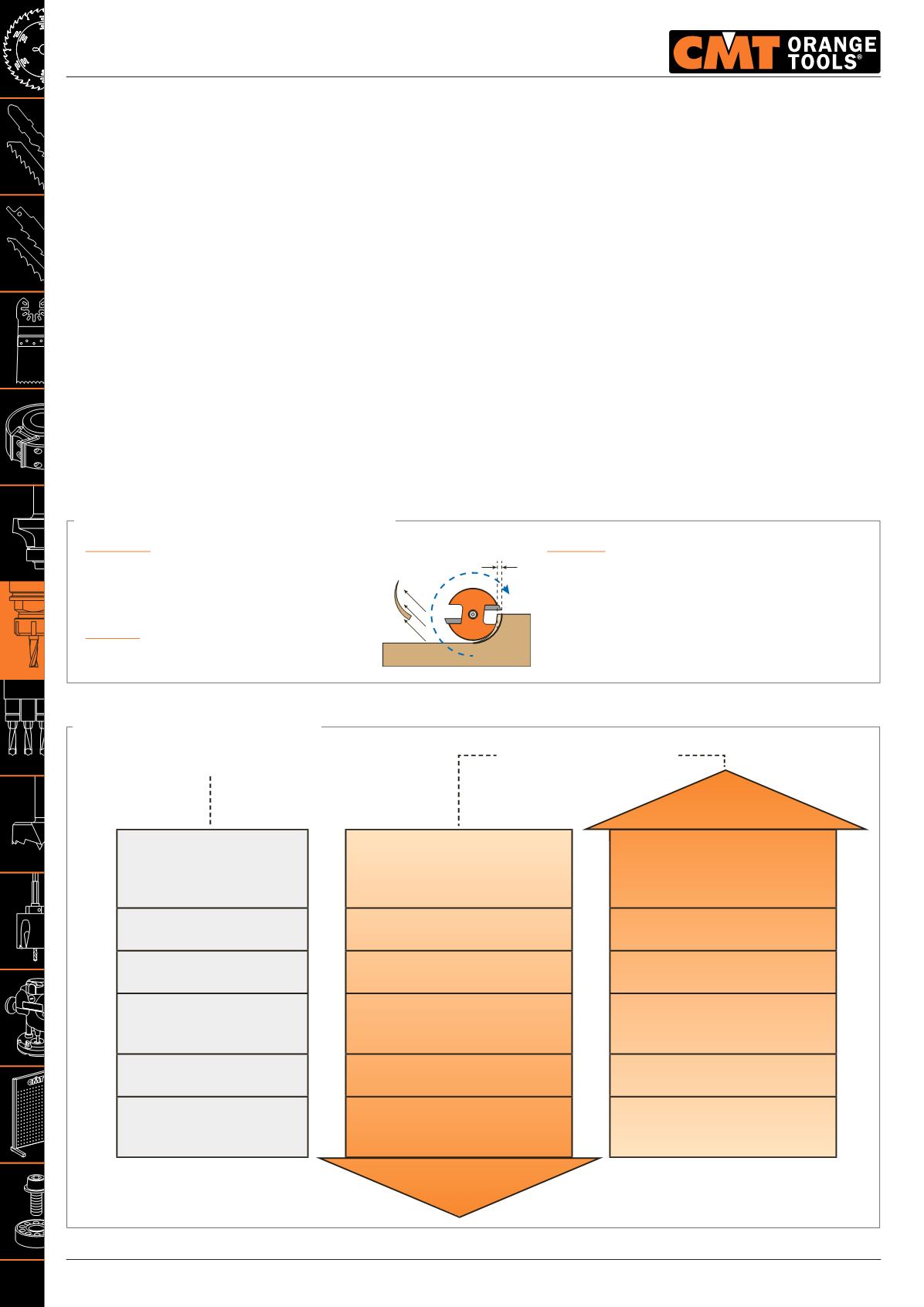
VERHELPEN VAN FREESPROBLEMEN
Slechte afwerking
•
Afname / snijdiepte
•
Vibraties
•
Toerental
•
Stofafzuiging
•
Aantal snijkanten /messen
•
Andere spantang / -houder
Korte standtijd van
de snijkanten of messen
•
Toerental
•
Vibraties
•
Voeding / doorvoersnelheid
Verbrande snijkanten
of messen
•
Toerental
•
Aantal snijkanten /messen
•
Voeding / doorvoersnelheid
Vuilophoping aan de
snijkanten of messen
•
Afname / snijdiepte
•
Toerental
•
Voeding / doorvoersnelheid
•
Stofafzuiging
Vibraties
•
Toerental
•
Afname / snijdiepte
•
Machinestabiliteit
•
Opspanning werkstuk
Gereedschapfalen
(breuk)
•
Voeding
•
Afname / snijdiepte
•
Vibraties
•
Schachtdiameter
•
Andere spantang / -houder
•
Andere keuze snijmateriaal
verlagen
verhogen
mogelijke
oplossingen
probleem
Zie voor meer informatie pagina 166.